PROPOSAL
TUGAS AKHIR
UPAYA
MENURUNKAN JUMLAH CACAT PADA MESIN DUAL D3E DENGAN MENGGUNAKAN METODE
FMEA PADA PT.
FILTRONA INDONESIA

Disusun
Oleh:
Kelompok / Kelas : 6 (Enam) / 3ID12
Nama / NPM : 1. Eko
Fitriyono / 33414461
2.
Irfan Effendi / 35414433
3.
Luqman Ismail Susetya / 36414171
4.
Stevano Wirlando Luhulima / 3A414458
5.
Yasinta Gina Burnia / 3C414362
JURUSAN
TEKNIK INDUSTRI
FAKULTAS
TEKNOLOGI INDUSTRI
UNIVERSITAS
GUNADARMA
BEKASI
2016
UPAYA MENURUNKAN
JUMLAH CACAT PADA MESIN DUAL D3E
DENGAN
MENGGUNAKAN METODE FMEA PADA PT.
FILTRONA INDONESIA
PROPOSAL
TUGAS AKHIR
Sebagai salah satu syarat untuk
mencapai gelar sarjana pada
Jurusan Teknik Industri, Fakultas
Teknologi Industri,
Universitas Gunadarma
Oleh:
1. Eko Fitriyono / 33414461
2. Irfan Effendi / 35414433
3. Luqman Ismail Susetya / 36414171
4. Stevano Wirlando Luhulima /
3A414458
5. Yasinta Gina Burnia / 3C414362
Disetujui,
Bekasi, Oktober 2016
………………………….
Dosen Pembimbing Akademik
I.
JUDUL
UPAYA MENURUNKAN
JUMLAH CACAT PADA MESIN DUAL D3E DENGAN
MENGGUNAKAN METODE FMEA PADA PT.
FILTRONA INDONESIA.
II.
PERSONALIA
2.1 PELAKSANA :
…………………………………………….........
Mahasiswa
semester 6 pada Jurusan Teknik Industri, Fakultas
Teknologi Industri,
Universitas Gunadarma,
Bekasi.
2.2
PEMBIMBING : …………………………………………………..
Staff
Pengajar merangkap sebagai Koordinator Laboratorim Teknik Industri Tingkat
Lanjut, Jurusan Teknik
Industri, Fakultas Teknologi Industri, Universitas Gunadarma, Bekasi.
III.
LATAR
BELAKANG
Didalam dunia
industri cacat merupakan permasalahan yang perlu diperhatikan oleh perusahaan.
Didalam dunia industri terdapat dua jenis cacat, yaitu : cacat yang dapat
diolah kembali dan cacat yang sudah tidak dapat diolah kembali. Untuk jenis
cacat yang masih dapat diolah kembali tentunya perusahaan tidak terlalu
dirugikan (produk yang menjadi cacat masih dapat di rework lagi dan membutuhkan biaya untuk proses produksi
baru) tetapi untuk jenis cacat yang tidak dapat diolah kembali perusahaan akan
rugi (material akan terbuang sia-sia), oleh karena itu banyak cara yang
dilakukan oleh perusahaan untuk meminimalisasi terjadinya cacat. Dengan
meminimalisasi jumlah cacat maka nilai efisiensi mesin akan meningkat sehingga
upaya untuk mendapatkan profit sebanyak-banyaknya
akan tercapai. Dengan mendapatkan profit yang
tinggi maka diharapkan dapat memenangkan persaingan dengan kompetitor lainnya.
Persaingan tidak hanya terjadi didalam pasar lokal saja akan tetapi pasar dunia
juga (persaingan memperebutkan pasar yang sama dengan banyak kompetitor yang
memiliki produk kompetitif, harga terjangkau, dan jaminan kualitas).
FILTRONA INDONESIA merupakan
perusahaan penghasil filter rokok,
dimana terdapat berbagai macam produk filter
mulai dari Mono Acetate Filters, Black Active Acetat Filters sampai dengan Special Filtersseperti Thread
Filter, NWA (non wrap acetate), COR dan juga Dual Filters. Produk-produk yang dihasilkan oleh
perusahaan ini tidak hanya dipesan oleh perusahaan–perusahaan rokok dari dalam
negeri saja tetapi banyak juga perusahaan rokok luar negeri yang memesan produk
dari PT. FILTRONA INDONESIA, seperti diantaranya : perusahaan rokok dari negara
cina, inggris, dll.
Dual filter merupakan
gabungan antara mono acetat dan black active acetat filters, yang mana kegiatan
produksinya dimulai dari proses produksi dari mesin KDF2 (menghasilkan mono acetat filter) dan mesin KDF2 carbon
(menghasilkan black active acetat filters). Mono acetat dan black active acetat
filters yang selesai diproduksi dimasukkan ke dalam tray yang kemudian akan diletakkan pada palet. Palet tersebut
nantinya akan dipindahkan menuju storage sementara
(masing-masing mesin memiliki storage sementara
sendiri-sendiri), dari strorage sementara
filter akan dibawa menuju mesin dual
untuk digabungkan.
Dalam memproduksi filter rokok membutuhkan satu mesin,
yang mana didalam mesin tersebut terdapat komponen-komponen yang memiliki
fungsi berbeda-beda. Ketika terdapat filter
yang tidak sesuai dengan spesifikasi order maka filter tersebut akan secara otomatis akan keluar dari mesin. Filter-filter yang lolos dari proses
inspeksi didalam mesin nantinya juga akan diinspeksi ulang setelah filter dimasukkan kedalam tray dan sebelum filter akan dikirim ke konsumen. Proses inspeksi yang dilakukan
diluar mesin dilakukan secara manual (untuk mengetahui cacat filter secara visual). Selain inspeksi
secara manual, filter juga diinspeksi
dengan mesin QTM (Quality Tester Module). Pada mesin
QTM ini nantinya akan dapat diketahui secara detail tentang kadar PD (Preassure Droop) dan berat filter. Proses inspeksi yang kedua ini dilakukan karena pihak
perusahaan masih belum mempercayai kinerja mesin. Proses pengiriman filter ke konsumen pada palet ada yang
dilakukan dengan sistem pressing palet, maksudnya palet yang sudah diinspeksi
akan dikemas dengan plastik untuk meredam terjadinya goncangan (agar filter tidak rusak) dan tanpa pembungkus
plastik. Palet yang dibungkus dengan menggunakan plastik hanya dilakukan pada
pesanan-pesanan luar negeri.
Menurut John Moubry (1992) dalam
bukunya yang berjudul reliability centered
maintenance II (RCM II),failure modes and effect
analysis didefinisikan sebagai metode yang digunakan untuk
mengidentifikasi bentuk kegagalan yang mungkin menyebabkan setiap kegagalan
fungsi dan untuk memastikan pengaruh kegagalan berhubungan dengan setiap bentuk
kegagalan. Metode tersebut diimplementasikan dengan harapan dapat menurunkan
tingkat cacat dari output. Cacat pada
produk tidak hanya terjadi pada proses akhir saja melainkan bisa juga terjadi
pada awal maupun pada saat proses produksi sedang berlangsung. Melalui
metode failure modes and effect analysis process (FMEAP)
diharapkan dapat mengidentifikasikan setiap bentuk kegagalan yang ada pada
proses produksi. Dengan diidentifikasikannya setiap bentuk kegagalan tersebut
maka dapat dilakukan langkah-langkah perbaikan yang nantinya dapat diterapkan
dalam mengantisipasi terjadinya cacat produk.
Banyaknya jumlah cacat yang terjadi
pada mesin dual D3E tentunya merupakan problem yang
harus diselesaikan oleh PT. FILTRONA INDONESIA. Dengan meningkatnya jumlah
cacat maka nilai dari efisiensi mesin akan turun. Hal ini disebabkan, jika
terjadi cacat maka material (dari produk cacat) akan terbuang sia-sia, sehingga
nantinya akan berpengaruh terhadap jumlah output yang
dihasilkan. Semakin banyak jumlah cacat yang terjadi maka terdapat problem tentang efisiensi mesin. Cacat yang
dihasilkan oleh PT. FILTRONA INDONESIA ini tidak dapat di rework sehingga jika terdapat kerusakan pada mesin
atau mesin downtime seketika maka cacat akan semakin
bertambah. Ketika mesin mengalami downtime maka
mesin akan mengeluarkan produk cacat, operator akan dapat mengidentifikasi
jenis kerusakan yang terjadi pada mesin sampai mengakibatkan mesin berhenti
beroperasi. Kegiatan penanganan yang dilakukan oleh operator ini bersifat
sementara (mesin sewaktu-waktu akan mengalami kerusakan yang sama) maka perlu
dilakukan perawatan secara berulang-ulang kali.
IV.
PERUMUSAN
MASALAH
Keinginan perusahaan untuk
mengurangi jumlah cacat yang terjadi pada proses pembuatan dual filtersehingga nantinya diharapkan nilai efisiensi
dari mesin dual D3E dapat meningkat.
V.
PEMBATASAN
MASALAH
Batasan Penelitian yang digunakan
dalam Tugas ini adalah :
1.
Penelitian dilakukan pada objek
pengamatan dual filter.
2.
Pengamatan dilakukan pada mesin dual
D3E.
3.
Operator yang bertugas
mengoperasikan mesin adalah operator yang berwenang menangani mesin secara
langsung.
VI.
TUJUAN
PENILITIAN
Tujuan yang akan dicapai dalam Tugas
Penelitian ini adalah :
1.
Menggambarkan keadaan sebenarnya
dari perusahaan saat penelitian dilakukan.
2.
Mengidentifikasi potensi penyebab
kegagalan dalam proses produksi.
3.
Melakukan perbaikan pada proses
produksi sehingga didapatkan nilai efisiensi yang meningkat.
VII.
TINJAUAN PUSTAKA
7.1 Sejarah FMEA
(Failure Mode and Effect Analysis)
Didalam mengevaluasi perencanaan
sistem dari sudut pandang reliability, failure modes and effect analysis (FMEA)
merupakan metode yang vital. Sejarah FMEA berawal pada tahun 1950 ketika teknik
tersebut digunakan dalam merancang dan mengembangkan sistem kendali
penerbangan. Sejak saat itu teknik FMEA diterima dengan baik oleh industri
luas.
Terdapat standar yang berhubungan
dengan metode FMEA. Standar Inggris yang digunakan secara garis besar
menjelaskan BS 5760 atau British Standar 5760, yaitu :
|
o
|
Bagian 2
|
Guide to the assesment of
reliability
|
|
o
|
Bagian 3
|
Guide to reliabilitypractice
|
|
o
|
Bagian 5
|
Guide failure modes and effect
analysis (FMEA)
memberikan
|
|
|
|
pedoman dalam pengaplikasian
teknik tersebut.
|
Standar militer Amerika, US MIL STD
1629 (procedur for performing afailure modes effect and criticality analysis)
yang banyak dipertimbangkan menjadi referensi standar.
7.2 Dasar
FMEA (Failure Mode and Effect Analysis)
FMEA merupakan salah satu alat
dari Six Sigma untuk mengidentifikasisumber-sumber atau
penyebab dari suatu masalah kualitas. Menurut Chrysler (1995), FMEA dapat
dilakukan dengan cara :
1. Mengenali dan mengevaluasi kegagalan
potensi suatu produk dan efeknya.
2. Mengidentifikasi tindakan yang bisa
menghilangkan atau mengurangi kesempatan dari kegagalan potensi terjadi.
3. Pencatatan proses (document the
process).
Sedangkan manfaat FMEA adalah sebagai berikut :
q Hemat biaya. Karena sistematis maka
penyelesaiannya tertuju pada potensial causes(penyebab yang
potential) sebuah kegagalan / kesalahan.
q Hemat waktu ,karena lebih tepat pada
sasaran.
Kegunaan FMEA adalah sebagai berikut :
q Ketika diperlukan tindakan preventive /
pencegahan sebelum masalah terjadi.
q Ketika ingin mengetahui / mendata
alat deteksi yang ada jika terjadi kegagalan.
q Pemakaian proses baru
q Perubahan / pergantian komponen
peralatan
q Pemindahan komponen atau proses ke
arah baru
7.3 Pengertian
FMEA (failure mode and effect analysis)
FMEA (failure mode and effect
analysis) adalah suatu prosedur terstruktur untuk mengidentifikasi dan
mencegah sebanyak mungkin mode kegagalan (failure mode). FMEA digunakan
untuk mengidentifikasi sumber-sumber dan akar penyebab dari suatu
masalah kualitas. Suatu mode kegagalan adalah apa saja yang termasuk dalam
kecacatan/kegagalan dalam desain, kondisi diluar batas spesifikasi yang telah
ditetapkan, atau perubahan dalam produk yang menyebabkan terganggunya fungsi
dari produk itu.
Terdapat dua penggunaan FMEA yaitu
dalam bidang desain (FMEA Desain) dan dalam proses (FMEA Proses). FMEA Desain
akan membantu menghilangkankegagalan-kegagalan yang terkait dengan desain,
misalnya kegagalan karena kekuatan yang tidak tepat, material yang tidak
sesuai, dan lain-lain. FMEA Proses akan menghilangkan kegagalan yang
disebabkan oleh perubahan-perubahan dalam variabel proses, misal
kondisi diluar batas-batas spesifikasi yang ditetapkan seperti ukuran
yang tidak tepat, tekstur dan warna yang tidak sesuai, ketebalan yang tidak
tepat, danlain-lain. Penelitian tugas akhir ini menggunakan metode FMEA
Proses.
Para ahli memiliki beberapa definisi
mengenai failure modes and effect analysis, definisi tersebut
memiliki arti yang cukup luas dan apabila dievaluasi lebih dalam memiliki arti
yang serupa. Definisi failure modes and effect analysis tersebut
disampaikan oleh :
q Menurut Roger D. Leitch, definisi
dari failure modes and effect analysis adalah analisa teknik
yang apabila dilakukan dengan tepat dan waktu yang tepat akan memberikan nilai
yang besar dalam membantu proses pembuatan keputusan dari engineer selama
perancangandan pengembangan. Analisa tersebut biasa
q Menurut John Moubray, definisi
dari failure modes and effect analysis adalah metode yang
digunakan untuk mengidentifikasi bentuk kegagalan yang mungkin menyebabkan
setiap kegagalan fungsi dan untuk memastikan pengaruh kegagalan berhubungan
dengan setiap bentuk kegagalan.
7.4 Tujuan Failure
Modes And Effect Analysis
Terdapat banyak variasi didalam
rincian failure modes and effect analysis(FMEA), tetapi semua itu
memiliki tujuan untuk mencapai :
1. Mengenal dan memprediksi potensial
kegagalan dari produk atau proses yang dapat
terjadi.
2. Memprediksi dan mengevalusi pengaruh
dari kegagalan pada fungsi dalam sistem yang ada.
3. Menunjukkan prioritas terhadap
perbaikan suatu proses atau sub sistem melalui daftar peningkatan proses atau
sub sistem yang harus diperbaiki.
4. Mengidentifikasi dan membangun
tindakan perbaikan yang bisa diambil untuk mencegah atau mengurangi kesempatan
terjadinya potensikegagalan atau pengaruh pada sistem.
5. Mendokumentasikan proses secara
keseluruan.
7.5 Langkah
dasar FMEA
Terdapat langkah dasar dalam proses
FMEA yang dilakukan oleh tim desain for six sigma (DFSS)
adalah :
1. Membangun batasan proses yang
dibatasi oleh struktur proses.
2. Membangun proses pemetaan dari FMEA
yang mendiskripsikan proses produksi secara lengkap dan alat penghubung tingkat
hirarki dalam struktur proses dan ruang lingkup.
3. Melihat struktur proses pada seluruh
tingkat hirarki dimana masing-masing parameter rancangan
didefinisikan.
4. Identifikasi kegagalan potensial
pada masing-masing proses.
5. Mempelajari penyebab kegagalan dari
pengaruhnya.
o Pengaruh dari kegagalan adalah
konsekuensi langsung dari bentuk kegagalan pada tingkat proses berikutnya, dan
puncaknya ke konsumen. Pengaruh biasanya diperlihatkan oleh operator atau
sistem pengawasan.
o Terdapat dua hal utama penyebab pada
keseluruhan tingkat, dengan diikuti oleh pertanyaan seperti :
-
Apakah
variasi dari input menyebabkan kegagalan ?
-
Apakah
yang menyebabkan proses gagal, jika diasumsikan input tepat dan sesuai
spesifikasi ?
- Jika proses gagal, apa
konsekuensinya terhadap kesehatan dan keselamatan operator, mesin, komponen itu
sendiri, proses berikutnya, konsumen dan peraturan ?
6. Pengurutan dari bentuk kegagalan
proses potensial menggunakan risk priority number(RPN) sehingga
tindakan dapat diambil untuk kegagalan tersebut.
7. Mengklasifikasikan variabel proses
sebagai karakteristik khusus yang membutuhkan kendali seperti keamanan operator
yang berhubungan dengan parameter proses, yang tidak mempengaruhi produk.
8. Menentukan kendali proses sebagai
metode untuk mendeteksi bentuk kegagalan atau penyebab. Terdapat dua tipe
kendali, yaitu :
o Rancangan yang digunakan untuk
mencegah penyebab atau bentuk kegagalan dan pengaruhnya.
o Kegiatan tersbut dilakukan untuk
mendeteksi penyebab dalam tindakan korektif.
9. Identifikasi san mengukur tindakan
korektif. Menurut nilai risk priority number(RPN), tim melakukannya
dengan :
o Mentranfer resiko kegagalan pada
sistem diluar ruang linkup pekerjaan.o Mencegah seluruh kegagalan.
o Meminimumkan resiko kegagalan dengan
:
- Mengurangi severity.
- Mengurangi occurance.
- Meningkatkan kemampuan deteksi.
10. Analisa, dokumentasi dan memperbaiki
FMEA. Failure modes and effect analysis(FMEA) merupakan dokumen
yang harus dianalisa dan diurus secara terus-menerus.
7.6
Identifikasi Element-Element FMEA Proses
Element FMEA dibangun berdasarkan
informasi yang mendukung analisa. Beberapa elemen-elemen FMEA adalah
sebagai berikut :
1. Nomer FMEA (FMEA Number)
Berisi nomer dokumentasi FMEA yang
berguna untuk identifikasi dokumen
2. Jenis (item)
Berisi nama dan kode nomer sistem,
subsistem atau komponen dimana akan dilakukan analisa FMEA
3. Penanggung Jawab Proses (Process
Responsibility)
Adalah nama departemen/bagian yang
bertanggung jawab terhadap berlangsungnya proses item diatas.
4. Disiapkan Oleh (Prepared by)
Berisi nama, nomer telpon, dan
perusahaandari personal yang bertanggung jawab terhadap pembuatan FMEA ini.
5. Tahun Model (Model Year(s))
Adalah kode tahun pembuatan item,
bentuk ini yang dapat berguna terhadap analisa sistem ini.
6. Tanggal Berlaku (Key Date)
Adalah FMEA due date dimana
harus sesuai dengan jadwal
7. Tanggal FMEA (FMEA Date)
Tanggal dimana FMEA ini selesai
dibuat dengan tanggal revisi terkini
8. Tim Inti (Core Team)
Berisi daftar nama anggota tim FMEA
serta departemennya.
9. Fungsi Proses (Process Function)
Adalah deskripsi singkat mengenai
proses pembuatan item dimana sistem akan dianalisa
10. Bentuk Kegagalan Potensial (Potential
Failure Mode)
Merupakan suatu kejadian dimana
proses dapat dikatakan secara potensial gagal untuk memenuhi kebutuhan proses
atau tujuan akhir produk.
11. Effek Potensial dari Kegagalan (Potential
Effect(s) of Failure)
Merupakan suatu efek dari bentuk
kegagalan terhadap pelanggan. Dimana setiap perubahan dalam variabel yang
mempengaruhi proses akan menyebabkan proses itu menghasilkan produk
diluar batas-batas spesifikasi.
12. Tingkat Keparahan (Severity
(S))
Penilaian keseriusan efek dari
bentuk kegagalan potensial.
13. Klasifikasi (Classification)
Merupakan dokumentasi terhadap
klasifikasi karakter khusus dari subproses untuk menghasilkan komponen, sistem
atau subsistem tersebut.
14. Penyebab Potensial (Potential
Cause(s))
Adalah bagaimana kegagalan tersebut
bisa terjadi. Dideskripsikan sebagai sesuatu yang dapat diperbaiki.
15. Keterjadian (Occurrence (O))
Adalah sesering apa penyebab
kegagalan spesifik dari suatu proyek tersebut terjadi.
16. Pengendali Proses saat ini (Current
Process Control)
Merupakan deskripsi dari alat
pengendali yang dapat mencegah atau memperbesar kemungkinan bentuk kegagalan
terjadi atau mendeteksi terjadinya bentuk kegagalan tersebut
17. Deteksi (Detection (D))
Merupakan penilaian dari kemungkinan
alat tersebut dapat mendeteksi penyebab potensial terjadinya suatu bentuk
kegagalan.
18. Nomor Prioritas Resiko (Risk
Priority Number (RPN))
Merupakan angka prioritas resiko
yang didapatkan dari perkalian Severity, Occurrence, dan Detection
RPN = S * O * D
19. Tindakan yang direkomendasikan (Recommended
Action(s))
Setelah bentuk kegagalan diatur
sesuai peringkat RPNnya, maka tindakan perbaukan harus segera dilakukan
terhadap bentuk kegagalan dengan nilai RPN tertinggi.
20. Penanggung jawab Tindakan yang
Direkomendasikan (Responsibility (for the Recommended Action))
Mendokumentasikan nama dan
departemen penanggung jawab tindakan perbaikan tersebut serta target waktu
penyelesaian.
21. Tindakan yang Diambil (Action
Taken)
Setelah tindakan diimplementasikan,
dokumentasikan secara singkat uraian tindakan tersebut serta tanggal
effektifnya.
22. Hasil RPN (Resulting RPN)
Setelah tindakan perbaikkan
diidentifikasi, perkiraan dan rekam Occurrence, Severity, dan Detection baru
yang dihasilkan serta hitung RPN yang baru. Jika tidak ada tindakan lebih
lanjut diambil maka beri catatan mengenai hal tersebut.
23. Tindak Lanjut (Follow Up)
Dokumentasi proses FMEA ini akan
menjadi dokumen hidup dimana akan dilakukan perbaikan terus menerus sesuai
kebutuhan perusahaan.
7.7 Analisa
Sistem Pengukuran (Measurement System Analysis)
Analisa ini dilakukan untuk
mengetahui kemampuan alat ukur yang dipakai untuk mendeteksi terjadinya suatu
kegagalan dalam proses. Dari perhitungan akan didapatkan Gage
repeatability, reproducibility, dan nilai number of distinct
category (n). Repeatability adalah variasi pengukuran yang
didapat pada saat operator menggunakan alat yang sama untuk mengukur dimensi
yang sama beberapa kali.Reproducibility merupakan variasi
pengukuran antara satu operator dengan operator yang lain. Number of
distinct category untuk mengetahui seberapa banyak / teliti alat ukur
dapat membedakan. Perhitungan MSA ini dapat dilakukan dengan software Minitab.
7.7.1 Cause and Effect Diagram
Diagram ini disebut juga dengan
diagram tulang ikan karena bentuknya seperti ikan. Selain itu disebut juga
dengan diagram Ishikawa karena yang menemukan adalah Prof. Ishikawa yang
berasal dari Jepang. Diagram ini digunakan untuk menganalisa dan
menemukan faktor-faktor yang berpengaruh secara signifikan dalam
menentukan karakteristik kualitas output kerja,
mencari penyebab-penyebab yang sesungguhnya dari suatu masalah. Ada 5
faktor penyebab utama yang signifikan yang perlu diperhatikan yaitu: metode
kerja, mesin / peralatan lain, bahan baku, dan pengukuran kerja.
|
||||||||||
|
||||||||||
|
||||||||||
|
|
|||||||||

Gambar 2.1 Fishbone Diagram (Ishikawa,
1989)
Mengapa hanya diklasifikasikan pada
4 point, karena menurut Dr. Kaoru Ishikawa dalam bukunya Teknik Pengendalian
Mutu menyatakan hampir separuh kasus yang terjadi di lantai produksi disebabkan
oleh bahan mentah, mesin atau peralatan, dan metode kerja. Yang kemudian ketiga
penyebab tersebut mengakibatkan dispersi produk pada histogram bertambah besar
Cause and Effect Diagram ini mempunyai keuntungan yaitu :
1. Menganalisa kondisi sesungguhnya
untuk tujuan peningkatan kualitas service atau produk,
penggunaan sumber yang efisien dan mengurangi biaya.
2. Mengurangi kondisi yang menyebabkan
ketidaksesuaian dan komplain dari customer.
3. Melakukan standarisasi terhadap
operasional yang telah ada maupun akan datang.
4. Mentraining personel dalam melakukan
aktivitas keputusan masalah dan perbaikan.
7.7.2 Pareto Diagram
Untuk mengidentifikasi penyebab
terbesar yang terjadi dapat digunakan pareto digram. Pareto digunakan untuk
menstratifikasi data ke dalam kelompok-kelompokdari yang terbesar sampai
terkecil. Dengan bentuknya berupa diagram batang, pareto berguna untuk mengidentifikasi kejadian-kejadian atau
penyebab masalah yang paling umum. Analisa pareto didasarkan pada hokum 80/20
yang berarti bahwa 80% kerugian hanya disebabkan oleh hanya 20% masalah
terbesar.
VIII.
EFISIENSI MESIN
Besarnya efisiensi dipengaruhi
oleh actual tray dan standart tray yang
ditetapkan oleh perusahaan. Untuk Output standar time tergantung
dari kecepatan mesin yang digunakan pada mesin dual. Besarnya efisiensi dapat
diperoleh dengan rumus :
|
Efisiensi mesin
|
=
|
Output actual tray
|
x100
|
........ (1)
|
|
|
Output standart tray
|
|||||
|
|
|
|
IX.
METODE PENELITIAN
Tahap penelitian merupakan sebuah
kerangka penelitian yang memuat langkah-langkah yang akan ditempuh dalam
memecahkan permasalahan yang dicapai. Bab ini merupakan tahap-tahap dan tata
cara penulisan laporan penelitian. Fungsinya adalah sebagai kerangka
utama yang menjaga arah tata cara penulisan laporan penelitian untuk mencapai
tujuan yng ditetapkan dan meminimalisasi kesalahan yang mungkin timbul pada
penulisan laporan.
§ Identifikasi
Masalah
Pada tahap ini dilakukan pengamatan
awal pada perusahaan untuk melihat kondisi sebenarnya dari perusahaan dan
mencari permasalah yang dihadapi oleh perusahaan, dalam hal ini adalah
jumlah defectyang tinggi.
§ Perumusan
Masalah Dan Menetukan Tujuan Penelitian
Melalui tahap idntifikasi masalah,
maka permasalahan yang akan diteliti adalah meningkatkan efisiensi mesin dual.
Dengan adanya defect yang tinggi pada produk
menunjukkan bahwa nilai efisiensi dari mesin akan menurun. Untuk dapat
menyelesaikan permasalahan maka ditetapkan tujuan penelitian dari Tugas ini
adalah :
1.
Menggambarkan keadaan sebenarnya dari perusahaan saat
penelitian dilakukan.
2.
Mengidentifikasi potensi penyebab kegagalan dalam proses
produksi.
3.
Melakukan perbaikan pada proses produksi sehingga didapatkan
nilai efisiensi yang meningkat.
§ Studi
Pustaka
Pada tahap ini dilakukan studi
pustaka dengan tujuan untuk mendapatkan konsep serta metode yang berhubungan
dengan masalah dan tujuan penelitian yang akan dicapai.
§ Studi
Lapangan
Melakukan studi pada perusahaan
dilakukan dengan pengamatan dan orientasi di lantai produksi, untuk melihat
kondisi nyata produksi filter rokok.
§ Pengumpulan
Data
Pada tahap ini dilakukan dilakukan
pemgumpulan informasi yang berhubungan dengan proses pembuatan dual filter,
pengidentifikasian jenis cacat secara visual yang terjadi pada dual filter, dan
penentuan jenis cacat yang sering muncul pada dual filter. Pengumpulan
informasi dilakukan dengan melihat langsung kondisi lantai produksi sebenarnya
dan dan menanyakan secara langsung kepada pihak supervasior tentang proses
produksi dan jenis cacat yang dapat di identifikasi secara visual.
§ Pengolahan
Data
Pada tahap ini dilakukan pengukuran
terhadap besarnya nilai severity, occurance, dan detection pada
proses pembuatan dual filter dengan menggunakan mesil dual D3E. Penentuan
nilai severity, occurance, dan detection tersebut dilakukan dengan cara brainstorming dengan pihak supervisior PT.
FILTRONA INDONESIA. Hal tersebut dilakukan karena pihak supervasior dipandang
memiliki keahlian, pengalaman kerja dan mengenal banyak tentang karakteristik
dari mesin yang bersangkutan sehingga menjamin suatu kepastian tentang
keakuratan data yang diperoleh.
§ RPN (Risk
Priority Number)
Setelah mengetahui nilai severity, occurance, dan detection pada proses pembuatan dual filter, maka
akan diketahuai nilai RPN = S x O x D yang kemuadian akan dipilih nilai RPN
yang paling besar untuk dilakukan recomanded action.
§ Implementasi
dari solusi perbaikan proses
Setelah mengetahui alternatif
perbaikan proses yang telah dipilih, maka pada tahap ini dilakukan implementasi
terhadap alternatif perbaikan tersebut. Dengan membandingkan antara kondisi
sistem sebelum perubahan dengan sesudah perubahan, maka kita dapat melihat
hasil dari implementasi tersebut.
§ Penentuan nilai efisien mesin
setelah implementasi
Setelah
tahap implementasi tersebut selesai dilakukan, maka wujud dari tahap
implementasi yang dapat dilihat yaitu berupa nilai efisiensi mesin. Dimana
nantinya jika nilai efisiensi mesin setelah implementasi mengalami peningkatan
maka implementasi dari alternatif perbaikan yang dipilih tersebut telah
berhasil.
§ Kesimpulan dan Saran
Pada tahap ini dilakukan penarikan kesimpulan dari
penelitian yang telah dilakukan, serta saran-saran untuk penelitian selanjutnya
yang memiliki kaitan dengan penelitian ini, serta pihak-pihak yang
berkepentingan dalam upaya peningkatan efisiensi mesin secara kontinyu.
X.
TATA LAKSANA
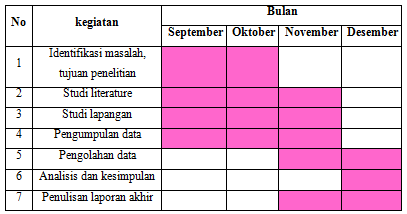
10.1 Waktu
Kegiatan kerja praktek
akan dilaksanakan selama empat bulan dari periode September sampai Desember 2016.
10.2 Lokasi
Lokasi kerja praktek yaitu PT. FILTRONA INDONESIA yang berlokasi di Jl Rungkut Industri III 32-32 A
Kawasan SIER, Kali Rungkut, Gununganyar, Surabaya 60293.
XI.
LAPORAN
Laporan pelaksanaan kerja praktek
akan
disusun
dalam bentuk laporan
tertulis setelah kegiatan selesai dilaksanakan dengan bimbingan dosen pembimbing dan akan
dinilai dalam sidang kerja praktek.
XII.
RENCANA JADWAL KEGIATAN KERJA PRAKTEK PADA PT. FILTRONA INDONESIA, SURABAYA.
Tidak ada komentar:
Posting Komentar